CTS-9008HT
根据铁道部标准《TB/T 2658.21-2007 钢轨焊缝超声波探伤作业》特制的钢轨焊缝超声探伤仪,可同时连接钢轨焊缝超声探伤所需的各种探头,预置探伤参数,现场探伤,一键切换,快速简便,性能卓越,功能强大,是钢轨焊缝超声探伤的首选。
产品介绍产品参数检测图库下载
功能特点:
- 易操作:根据钢轨焊缝探伤工艺要求量身定做的一款仪器,多通道工作,探测钢轨焊缝不同区域时无需更换探头、更改设置参数,一键转换通道,便可完成焊缝轨头、轨腰、轨底不同区域的检测。
- 小体积:在5.7英寸显示器的钢轨焊缝探伤仪中,其体积最小。
- 轻重量:整机的重量小巧便携。
- 低功耗:电池最大可连续工作多个小时以上。
- 高性能:主要技术指标如探伤灵敏度余量、垂直线性、水平线性、动态范围等优于国家相关标准的要求。
- 多功能:具有USB接口、自动增益控制、DAC、闸门扩展、屏幕拷贝等功能。
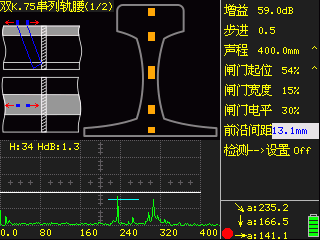
- B显图:具有焊缝B显标记图功能,用于在钢轨焊缝工字型截面图上对报警信号进行分布情况的自动标记;检测过程具有步骤提示示意图。检测步骤及结果一目了然。
- 短片录制:可选择机内存储或U盘存储。机内存储可转存至U盘。上位机软件具有短片文件回放及管理功能。
- 向导式通道选择菜单,配合检测步骤提示示意图,检测操作流程简便快速。
- 人性化的探伤报告,缺陷性质、伤损位置、加工工艺等快速地标注,后期分析直观明了。
- 焊缝B显标记图功能,在钢轨焊缝截面图上对报警信号进行分布情况的自动标记或手动标记。
- 基于编码器的串列式、双K型扫查,焊缝截面缺陷报警图一次扫查成像。
- 配合峰值回波、图像冻结功能,快速确定缺陷最高波,探伤更高效。
- DAC曲线,配合回波比较功能,使不同距离不同波幅的回波定量更简便。
- 基于编码器扫查的PAC曲线功能,使不同深度的相同大小缺陷波幅自动调整,扫查图像效果更接近实际。
- 宽视角、高亮度、高清晰度的5.7″进口彩色TFT显示屏,细节一览无遗。
接口功能:

|
编号 |
接口 |
检测部位 |
|
1 |
单K2.5 |
从轨头踏面或轨头侧面对轨头进行扫查(单K2.5轨头顶面通道时),以及从轨底斜面上对轨底部位进行扫查(单K2.5轨脚面通道时) |
|
2 |
单K1 |
从轨头踏面对轨头、轨腰直至轨底进行扫查(单K1轨头顶面通道时) |
|
3 |
单0° |
从轨头踏面对轨头、轨腰直至轨底进行扫查(单0°轨头顶面通道时) |
|
4 |
双70° |
单体双70°探头用于从轨头踏面或轨头侧面对轨头进行扫查(双70°轨头通道时);该对插座也用于定义为双K1轨头侧面,对轨头进行K型扫查(双K1轨头侧面通道时) |
|
5 |
双K0.75 |
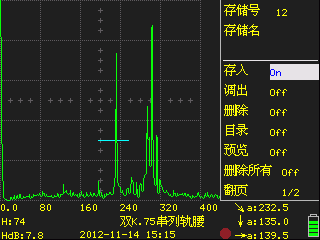
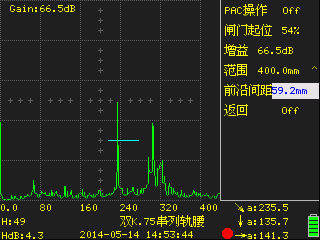
从轨头踏面对轨腰进行串列式扫查(双K0.75串列轨腰通道时) |
|
6 |
双K1 |
从轨底侧面对轨底部位进行K型扫查(双K1轨底侧面通道时) |


安装扫查架至焊缝两侧的合适位置。调节扫查架探头移动旋钮,一前一后的串列探头朝相反方向移动,按扫查示意图,沿焊缝进行上下扫查。
| 单K2.5斜探头 | 单K1斜探头 |
 |
 |
|
使用单K2.5斜探头,对GHT-5试块B区的1~5号横通孔制作DAC曲线,用一次波从钢轨踏面和侧面进行扫查。图示为轨头中缺陷的回波。 |
使用单K1斜探头,用一次波由钢轨踏面对轨腰进行正反向扫查。图示为轨底处缺陷的回波。 |
| 串列式双K0.75斜探头(A扫) | 串列式双K0.75斜探头(A+B扫) |
 |
 |
|
使用一对串列式放置的K0.75斜探头,配合扫查架对轨腰进行扫查,图示为GHT-la试块上5号孔的回波。 |
图示工字型区为GHT-la试块上1~5号孔号孔的缺陷B扫图。 |
| 向导式通道选择 | 探伤作业参数编辑 |
 |
 |
|
向导式通道选择界面,检测工艺流程一目了然。配合通道快捷键,操作高效而灵活。 |
探伤作业参数编辑,可快速地标注缺陷性质、伤损位置、加工工艺等参数,方便后期对探伤结果的分析和评判。 |
| 扫查过程全程记录回放 | |
 |
|
|
扫查过程全程记录。可在上位机上进行回放、查询、生成报告。 |